
 |
Produtos plásticos Wirecable da modelação por injeção de Overmold com fio
Detalhes do produto:
| Lugar de origem: | China |
| Marca: | FORWA |
| Certificação: | ISO9001:2008 ISO14001 |
| Número do modelo: | F16110 |
Condições de Pagamento e Envio:
| Quantidade de ordem mínima: | 1 |
|---|---|
| Preço: | negotiation |
| Detalhes da embalagem: | Caixa de madeira |
| Tempo de entrega: | 20-30 dias úteis a contar |
| Termos de pagamento: | T/T. |
| Habilidade da fonte: | grupo 50 pelo mês |
|
Informação detalhada |
|||
| Nome do produto: | molde de injeção plástica | Material da cavidade: | 1,2343, 1,2311, H13, SKD61, S136 |
|---|---|---|---|
| Cavidade não.: | 2 | Revestimento de superfície: | polimento 600 |
| cor: | Black | padrão: | LKM |
| Realçar: | injeção plástica peças moldadas,plástico overmolding |
||
Descrição de produto
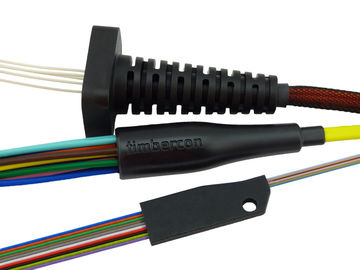
Produtos plásticos Wirecable da modelação por injeção de Overmold com fio
Wirecable com os produtos da injeção de Overmolding do fio e do plástico
Especificações:
| Informação do molde | Tamanho | Depende da exigência de clientes (2D/3D) |
| Cor | Escolha/multi | |
| MOQ | Ordem pequena aceitada | |
|
TEMPO DO MOLDE |
500-1000000 tiros | |
| Tipo | Canon, Epson, irmão, Sony, Tyco, Audi, Honda, Toyota e Flextronics, Fuji Xerox, HP, JST, Kyocera, Panasonic, BMW, Sanyo, ZTW | |
| Detalhes do molde | Tipo | Molde do protótipo e molde da série/produção |
| Padrão | Hasco, DME, LKM, FUTABA, outro | |
| Material da cavidade/núcleo | 1.2343/1.2311/SKD61, S136, NAK80, H13,738H, outro | |
| Injeção | Corredor frio/corredor quente (Moldmaster, YUDO, INCOE, CÃO DE PUXAR TRENÓS, MOLD-TIP, outro | |
| Vida de ciclo | tiros 500k~1000k | |
| Serviço | Um serviço da parada | Conjunto da fabricação do modelo do projeto |
| Projeto |
Plataforma técnica do CAD/CAM e sistema de interruptor perfeito dos dados da engenharia que nos permitem de ter as escolhas elásticas para oferecer o serviço a nossos clientes. |
|
| Modelo | Processo rápido do modelo de /CNC do modelo do laser | |
| Fabricação | O molde do protótipo, molde da produção, plástico parte a produção | |
| QC |
Instrumentos de detecção o mais tarde precisos |
|
| Entrega |
AMOSTRAS ENVIADAS POR FEDEX, DHL, TNT, UPS |
Descrição:
O trabalho feito com ferramentas de Overmold é classificado como o molde da inserção.
Para ajudar a identificar a diferença nos dois tipos de molde, pense da modelação por injeção como os componentes discretos moldados dentro de um molde fechado do molde e da inserção como o molde em torno de um artigo introduzido no molde. Durante o processo do molde da inserção, o objetivo é encher completamente a cavidade de molde de modo que as exigências cosméticas e funcionais da parte terminada sejam cumpridas, mas ao mesmo tempo não fazer com que todo o material descontrolado do molde retire a cavidade e cause dano ao conector ou ao cabo introduzido no molde. Transforma-se uma raça para injetar o material do molde na cavidade rapidamente bastante assim que não refrigera e não causa a limitação e não a para então antes que pisque (escapes) nas aberturas do conector ou do cabo no molde.
A chave ao trabalho feito com ferramentas do overmold não é apenas a ferramenta do molde que consegue a forma desejada, mas a integração da terminação apropriada da preparação e do conector do cabo para fornecer uma parte terminada que cumpra as exigências da qualidade e do custo. Se a aproximação ao projeto é fragmentada, em outras palavras projetado satisfazer as exigências elétricas sem a consideração para as exigências mecânicas do processo overmolding, a parte terminada tipicamente será um problema.
Dois tipos básicos de máquinas da modelação por injeção são usados na indústria overmolding: injeção horizontal e injeção vertical. Cada tipo da máquina exige um projeto de molde diferente e pode afetar a saída conseguida da máquina.
Sistema do trabalho feito com ferramentas de Overmold
Que o sistema do trabalho feito com ferramentas do overmold olha como e que são seus componentes?
1. A base de molde é a unidade de montagem unida aos plattens da máquina de molde que guarda o molde. Há muitas opções em projetos da base de molde. As bases universais de (MUD) da tintura da multi-unidade fornecem soluções disponíveis imediatamente aos fabricantes do molde, incluindo inserções do molde para seções fazendo à máquina da cavidade e do molde. Porque estas bases do MUD adicionam tipicamente o custo ao sistema total do trabalho feito com ferramentas, muitas empresas na indústria projetam suas próprias configurações feitas sob encomenda que permitem uma escala mais larga dos tamanhos do molde que podem acomodar uma escala dos moldes em um mais barato.
Em máquinas verticais da modelação por injeção, a bucha do sprue é onde a unidade da injeção alinha contra o molde e permite que o material do molde flua da unidade da injeção na cavidade. A bucha deve ser feita fora do aço de ferramenta endurecido e deve ser substituível porque pode ser sujeitada a milhões de ciclos
.
2. O “corredor” é como o material do molde “é convergido” através dos moldes para obter às cavidades diferentes. Os corredores conectam as cavidades junto. As lesmas ou os “runoffs frios” são essenciais aos bons cosméticos e às taxas reduzidas da sucata porque permitem o material flua sem limitação adicional causada pelo material que refrigera fora dentro de um corredor e que causa a limitação que, por sua vez, faz com que o material seja injetado em umas pressões mais altas.
3. A barra do carregador é uma seção do molde geralmente em uma extremidade da cavidade que é levantada acima de à mão ou a máquina para permitir que o operador introduza um conector ou ligações terminadas nela. Então, a barra é retraída de novo no lugar e uma parte nova está pronta para ser moldado.
4. A cavidade é o lugar onde os componentes são moldados. Tudo em uma cavidade é importante porque afeta a maneira que uma parte terminada olhará: seus forma, revestimento de superfície e tamanho. As cavidades podem ser de alumínio ou de aço, e sejam lustradas, textured ou chapeadas.
5. Um fio cortado, ou a “pitada-fora,” são a seção do molde essas pitadas fora no que está retirando o molde (tipicamente fios) de modo que o material do molde não faça com que o material pisque fora da cavidade. O ajuste e o projeto do cortados são importantes. Deve ser firmemente bastante não permitir que o material flua fora da cavidade, mas não tão firmemente que danifica o que está cortando. Fechar-offs deve ser removível de modo que possam ser intercambiados com vários tamanhos para acomodar diâmetros de variação do cabo.
6. os KO são as hastes ou os pinos que vêm acima através das seções da barra da cavidade ou do carregador ejetar ou eliminar as peças terminadas depois que foram moldadas. Os KO deixam impressões residuais nas peças plásticas e são usados geralmente somente se for necessário.
Para obter mais informações sobre do molde de Forwa, os pls referem http://www.forwa-mould.com